
Sheet metal processing is an indispensable part of mechanical processing, especially in the cabinet, home appliances, automobile, elevator, kitchen equipment and other industries, sheet metal parts are widely used. The quality of the bending process will directly affect the forming size and appearance of the product. Therefore, how to ensure the forming size and angle of the workpiece during the bending process is a key research content in the bending process.
With the development of economy, in the metal decoration of some high-end places, the bending shapes of metal sheet ornaments are becoming more and more complicated. At the same time, the workpiece must meet the process requirements such as the arc radius of the bending edge is as small as possible, no crease on the workpiece surface, and no indentation on the decorative surface. Traditional hydraulic press brake can no longer meet this special process requirement. Therefore, the process of grooving and bending on metal sheets came into being. This article mainly describes the characteristics of the grooving process and the grooving method, as well as how to ensure the size and angle of the bending during the bending process.
Characteristics of the groove bending process
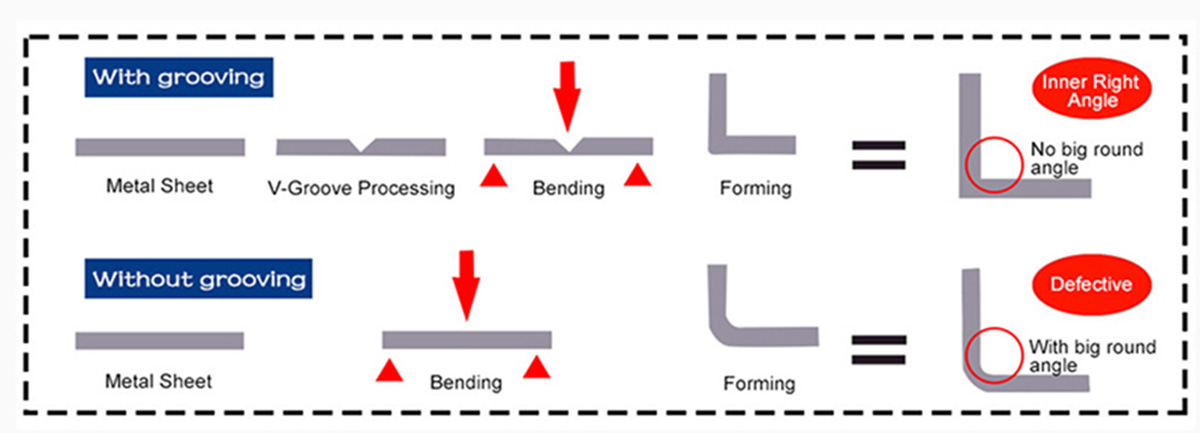
The groove bending process is a process that first uses a groover to mark and groove the metal sheet at the position where it needs to be bent, and then bends it on a common bending machine according to the needs. The characteristics of the groove bending process mainly include the following two aspects.
1.The arc radius of the edge of the workpiece is small and the workpiece has no creases.
From the bending process, it can be seen that the size of the arc radius of the edge of the workpiece after bending is proportional to the thickness of the plate. The thicker the plate, the larger the arc radius formed by the hydraulic press brake. After the metal plate is V-grooved, the remaining thickness of the plate becomes half of the original, or even smaller, which can greatly reduce the arc radius of the edge of the workpiece after bending. In addition, since the remaining plate thickness at the bending point after grooving is thinner, the deformation force during bending will also be reduced accordingly, and will not spread to the unbent area. Therefore, there are no creases on the surface of the workpiece after bending, and since the plate thickness at the bending point is thinner, the reduction in the pressure required during bending can well avoid the risk of indentation on the decorative surface. In this way, the process requirements for small arc radius of the edge of the workpiece, no creases on the surface, and no indentation on the decorative surface can be met in metal decoration in high-end places such as hotels, banks, commercial centers, and airports.
2. Reduced equipment tonnage required for press brake machine
In the bending process, the bending force required for metal sheets is proportional to their thickness. The thicker the metal sheet, the bigger the bending force required, and the required hydraulic press brake machine tonnage is also increased accordingly. After V-grooving the bending part of the metal sheet before bending, the remaining thickness of the sheet at that part is greatly reduced, so that the bending force required for bending the sheet will also be reduced accordingly, so that thick plates can be bent on a smaller tonnage sheet metal bender machine. This not only reduces the investment in sheet metal press brake equipment, but also saves energy consumption and space.

 IPv6 network supported
IPv6 network supported












